Email to info@metalli-china.com


Productos
Piezas de metal de embutición profunda personalizadas Tapas de embutición profunda
Hemos estado proporcionando soluciones térmicas durante más de 15 años para casi todos los campos de aplicación industriales que abarcan electrónica, generación de energía, centros de datos, nueva energía, automóvil, médico, química y maquinaria de construcción.

Categoría:
Deep Drawinq Parts
Introduzca los detalles del producto u otros requisitos específicos para obtener una oferta precisa. Responderemos en 24 horas.
|
DESCRIPCIÓN DEL PRODUCTO |
||
|
NO. |
ARTÍCULO |
DESCRIPCIÓN |
|
1 |
Material |
Acero dulce, acero inoxidable, aluminio |
|
2 |
Dimensión L*A*A |
Común 0,5 mm-1000 mm |
|
3 |
Grosor del material |
Común 0,2 mm-20 mm |
|
4 |
Proceso |
Dibujos profundos |
|
5 |
Tolerancia |
+/-0,2 mm |
|
6 |
Tratamiento de superficies |
Recubrimiento en polvo, galvanización, anodizado |
|
7 |
Solicitud |
Industria |
|
8 |
Tiempo de garantia |
12 años) |
|
9 |
Lugar de Región |
provincia china de jiangsu |
|
10 |
Servicio de muestras |
Disponible |
▼ Dibujo 3D del producto

Capacidades de embutición profunda de Metalli
● Dimensión del producto hasta Largo*Ancho 1200*1000 mm
● Profundidad o altura hasta 500 mm
● Espesor de pared hasta 6 mm
● Tolerancia ±0,2 mm o menos
● Formas comunes que abarcan formas redondas, cónicas, cuadradas, rectangulares e irregulares.
● Diseño de herramientas disponible internamente
● 10 prensas hidráulicas de 100 toneladas a 1000 toneladas
Breve de embutición profunda
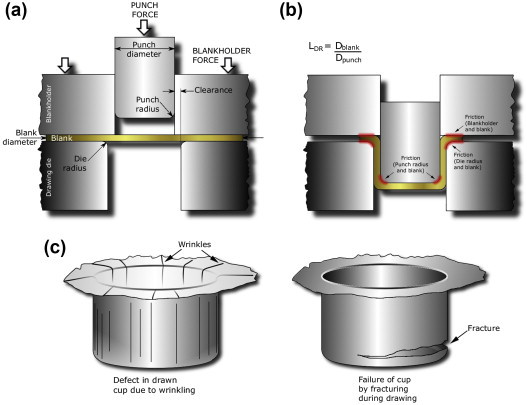
La embutición profunda es un proceso de conformado de láminas de metal en el que una lámina de metal en bruto se dibuja radialmente en un troquel de conformado mediante la acción mecánica de un punzón. Se trata pues de un proceso de transformación de la forma con retención de materia. El proceso se considera embutición "profunda" cuando la profundidad de la pieza embutida supera su diámetro. Esto se logra redibujando la pieza a través de una serie de troqueles. La región de la pestaña (chapa metálica en el área del hombro del troquel) experimenta un esfuerzo de estirado radial y un esfuerzo de compresión tangencial debido a la propiedad de retención del material. Estas tensiones de compresión (tensiones circunferenciales) dan como resultado arrugas en las pestañas (arrugas de primer orden). Las arrugas se pueden evitar utilizando un soporte para piezas en bruto, cuya función es facilitar el flujo de material controlado hacia el radio de la matriz.
Palabras clave:
Preguntar




Con la visión de promover la gestión térmica a través de la innovación, metali se compromete a crear mejores soluciones de gestión térmica para sus aplicaciones.
Datos de contacto
Fax: +8625 86136302
Dirección: No. 12 mozhou East road, Jiangning Development zone, nanjing, China